




Non-destructive testing (NDT), is a wide group of analysis techniques/methods used in industry to evaluate the condition/suitability of a material, component or system without causing damage.
The terms Non-destructive examination (NDE), Non-destructive inspection (NDI), and Non-destructive evaluation (NDE) are commonly used to describe this technology.
Given NDT does not permanently alter the article being inspected, it is a highly-valuable technique that can save both money and time in product evaluation and troubleshooting.
Common methods include:
Radiographic Testing (RT)
Radiographic testing is commonly used throughout most industries to volumetrically assess test items, it has a wide range of applications including detecting imperfections in welds, pipe, plate, castings and forgings.
Radiographic testing can also be used to:
- Measure wall thicknesses
- Detect and map corrosion
- Detect and located blockages
The test method involved placing the test item between a radiation source and a film. The attenuated radiation density of the test item is recorded on film.
Although industrial radiographic testing applies either X- ray and Gamma-ray radioactive sources, Weld Integrity offers X- ray radiographic testing.
Eddy Current Testing (ET)
Eddy current testing is commonly used in the aerospace industry and as an alternative to magnetic particle testing or liquid penetrant testing particularly when items are painted such as lifting and lifted equipment (cranes etc.).
The test method detects small surface imperfections such as cracking utilising electromagnetic induction in conductive materials which is achieved via magnetic field generating coils that when passed over conductive surfaces create eddy currents. Surface imperfections interrupt the flow of eddy currents creating a change in resistance (phase and amplitude) which is compared against known reference test blocks to categorise the discontinuity or defect.
Eddy current testing can also be used to:
- Sort Material
- Measure conductivity
- Test coating thicknesses
- Identify whether steel has been heat treated
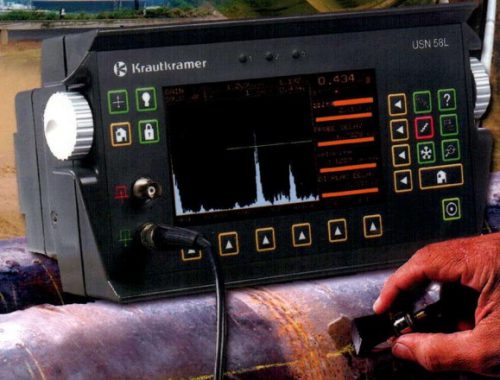
Ultrasonic Testing
Current digital flaw detector technology is used for weld / material evaluation, crack depth evaluation, bond testing and thickness measurement. All equipment is battery powered making it fully portable without the need for an external power source.
Typical Inspection Applications include: Structural Steel Fabrication, Pressure Vessel Welds, Rail inspections. Oil & Gas - Drill Pipes/Rods, Fittings and Tooling. Forgings (shafts, gears), Fixed Plant (mills, crushers). Storage / Process Tanks, Pipelines, Turbines and Boilers. Mobile Plant (Booms, chassis, hydraulic cylinders / rods etc.)


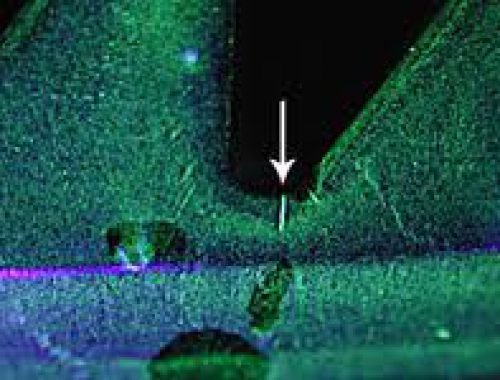
Magnetic-particle testing
Still the most reliable method for the inspection of newly fabricated or in-service ferrous materials and components.
Fast reliable method for the detection of surface breaking cracks and other discontinuities under either ultra-violet or white light conditions. Portable compact equipment for onsite testing makes this a very fast and efficient method.
A fully equipped MT Test Bench with Coils and Head Stocks for high volume, small component testing is available in our Balcatta workshop.
Typical Inspection Applications: Structural Steel Fabrication Welds. Machined Components (shafts, gears). Fixed Plant (mills, crushers, turbines, pressure vessels). Mobile Plant (Booms, chassis, hydraulic cylinders / rods etc.) Oil & Gas - Drill Pipes/Rods, Fittings and Tooling. Storage / Process Tanks, Pipelines, Turbines and Boilers.


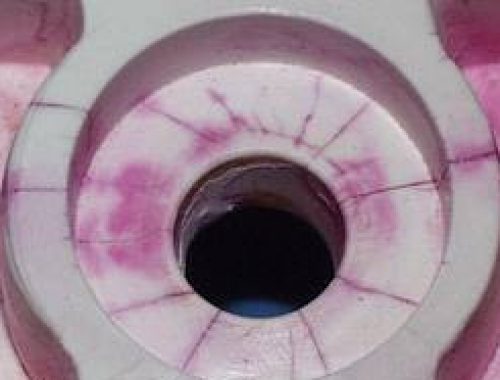
Liquid Penetrant Testing
PT is based upon capillary action, where low surface tension fluid penetrates into clean and dry surface-breaking discontinuities. Penetrant may be applied to the test component by dipping, spraying, or brushing. After adequate penetration dwell time, the excess penetrant is removed and a developer applied.
The developer draws the penetrant out of the flaw where a visible indication becomes apparent to the inspector.
Inspection is performed under ultraviolet or white light, depending upon the type of dye used -fluorescent or non-fluorescent (visible).
Typical Inspection Applications: This method of NDT testing is ideally suited for all non-porous / non-magnetic materials such as aluminium, stainless steels, ceramics etc.



Classified Plant & Equipment Inspection
Classified plant and equipment inspection identifies the overall condition and determines fitness for continued operation or service relevant to recommended re-inspection intervals. Plant and equipment that fall under a legislative governance are known as being classified and typically include the following plant & equipment:
- Pressure Vessels
- Pressure Piping systems
- Safety relief devices or systems
- Lifting & Lifted equipment
- Storage tanks
- Marine Hulls







Insitu Microstructure Replication
Insitu microstructure replication is a metallographic non-destructive technique used to determine the metallurgical condition of metallic components. The process is typically conducted in the field without the need to remove the components being assessed, in some circumstances the component being tested can even be left in service. The technique is often used to identify material damage such as creep, spheroidisation of pearlite in carbon steels, and carbide coarsening in low alloy steels on high temperature power generating equipment. Microstructure analysis is key in determining safe remaining life of plant and equipment. This techniques is also be used to:
- Measure grain sizes, determine steel types and grades
- Assess steel heat treatment
- Identify wear mechanisms to evaluate fretting, abrasion and burnishing
- Support failure analyse and investigations



